Оборудование обеспечивает утилизацию до 95 % массы отходов с получением ценных вторичных продуктов и минимальным экологическим воздействием.
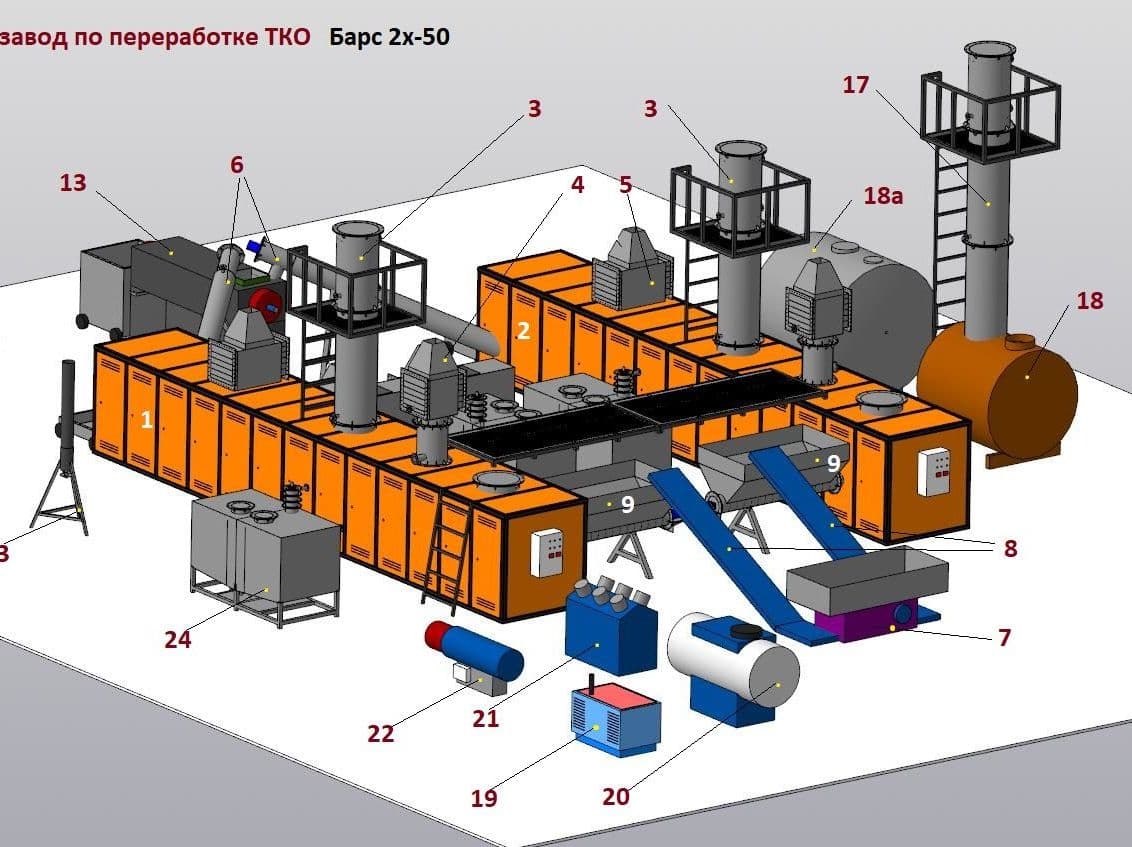
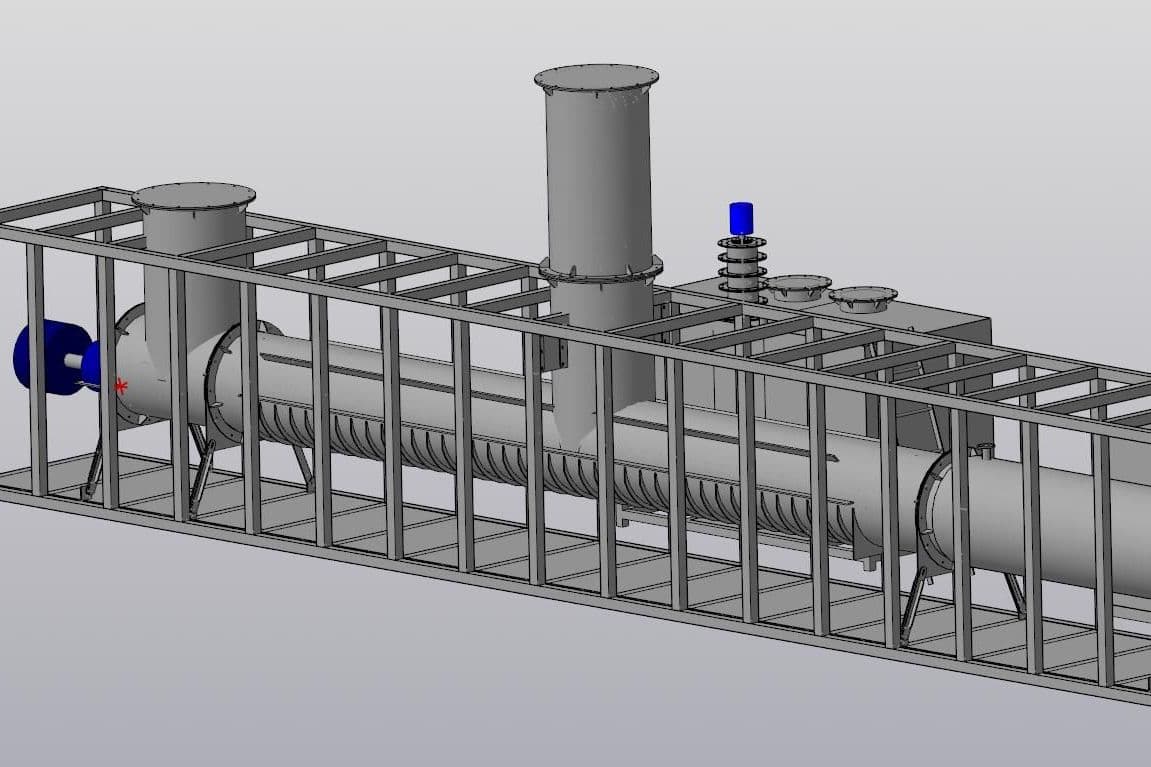
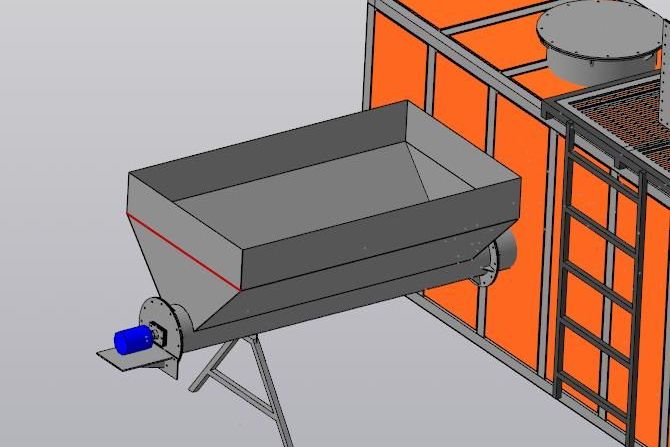
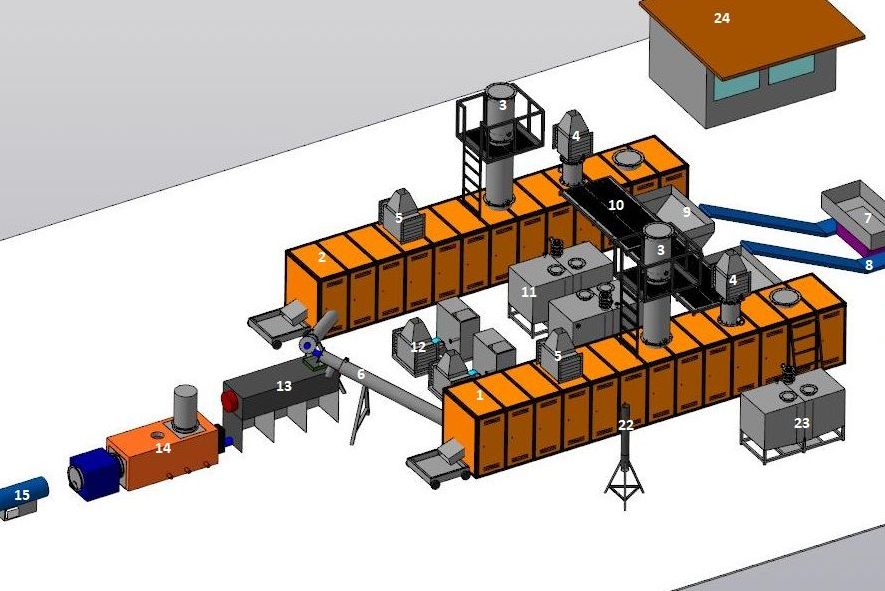
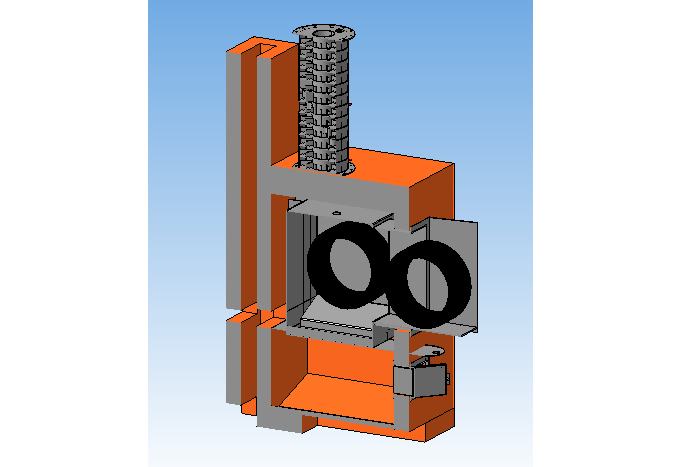
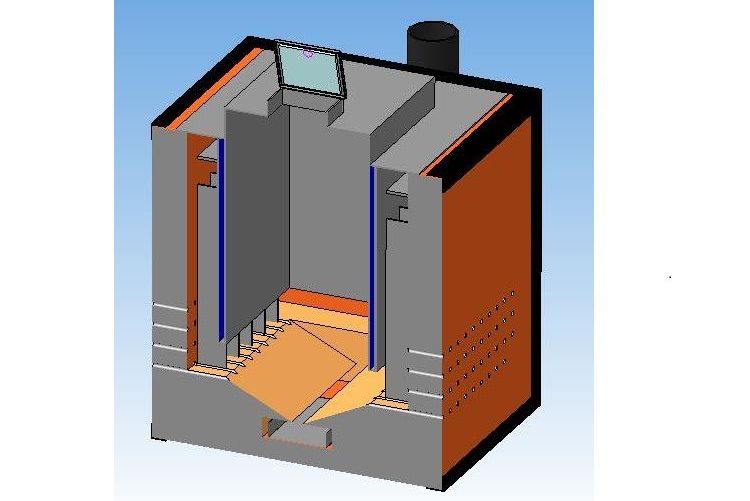
Установка имеет трёхзонную структуру реактора, обеспечивающую поэтапную переработку сырья:
Зона удаления воды (предварительная сушка)
температура: 100–150 °C;
назначение: испарение влаги из отходов, снижение энергозатрат на последующие стадии;
результат: подготовка сырья к термическому разложению, уменьшение объёма отходов на 10–20 %.
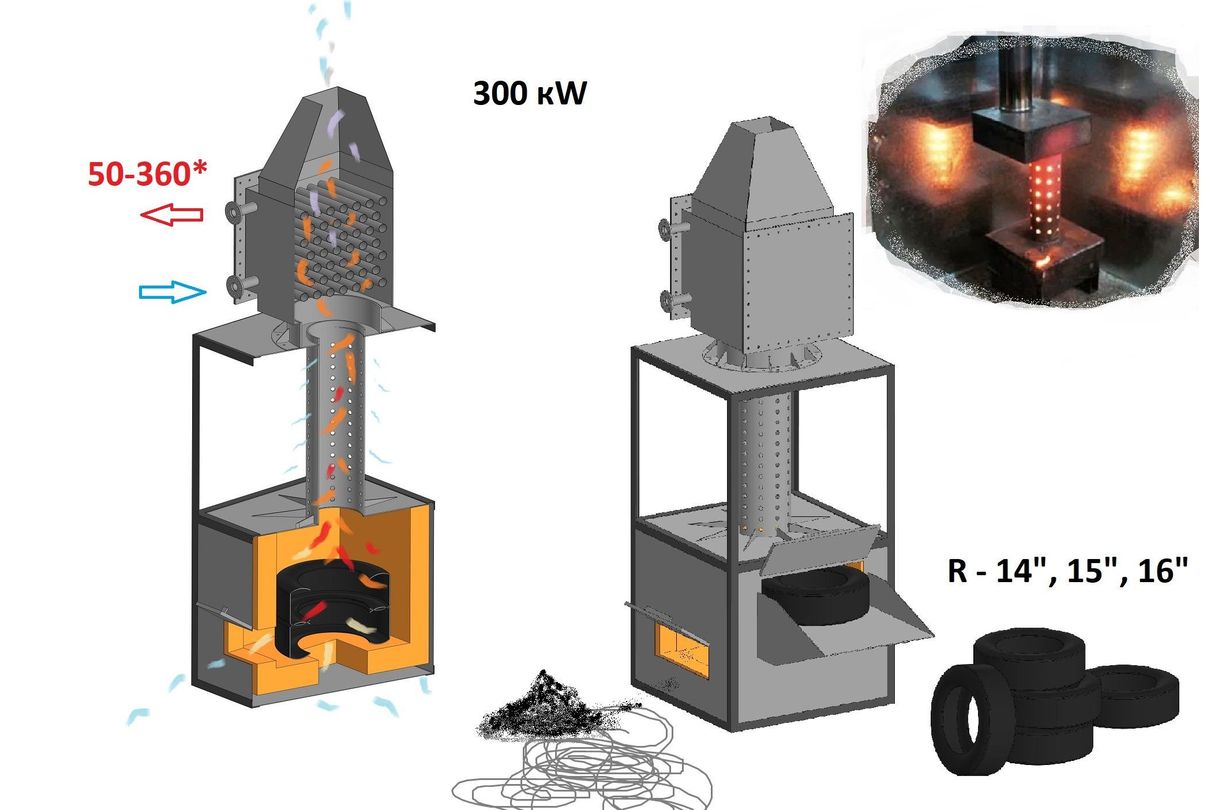
Зона пиролиза
температура: 350–550 °C (без доступа кислорода);
назначение: термическое разложение органической фракции на:
пиролизный газ (горючий компонент);
жидкие фракции (пиролизное масло);
твёрдый углеродистый остаток;
особенность: процесс протекает в бескислородной среде, что минимизирует образование токсичных соединений.
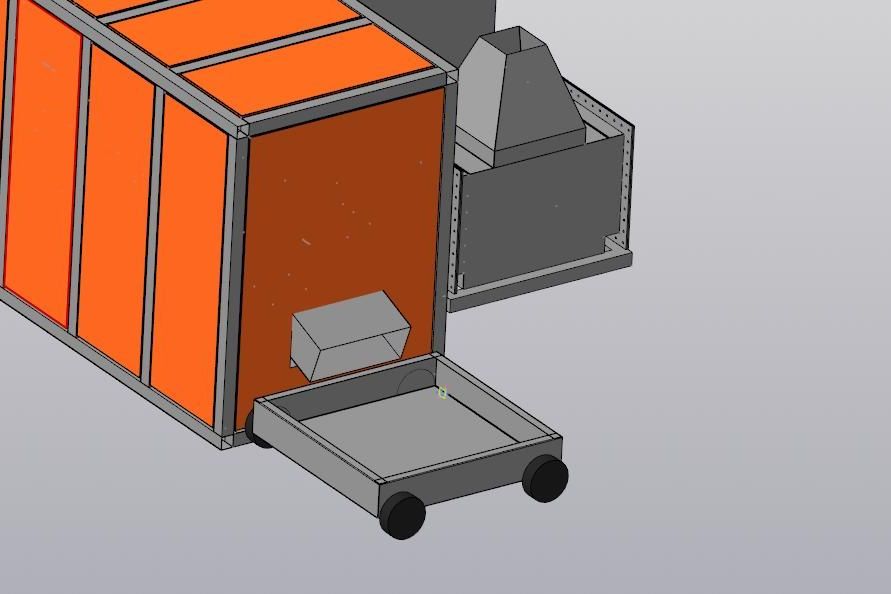
Зона дожига (инсинерация)
температура: 850–1200 °C;
назначение: полное окисление остаточных органических веществ и дымовых газов;
результат: снижение массы отходов до 5 %, образование инертного зольного остатка.
Выход продуктов пиролиза и их применение
В результате переработки образуются следующие продукты:
Пиролизный газ (20–30 % от массы сырья):
состав: CO, H₂, CH₄, лёгкие углеводороды;
применение: топливо для поддержания работы установки или внешних потребителей.
Пиролизное масло (30–40 %):
состав: смесь углеводородов, фенолов, кислот;
применение: котельное топливо, сырьё для нефтехимии.
Углеродистый остаток (20–35 %):
состав: технический углерод, минеральные примеси;
применение: сорбент, компонент строительных материалов, топливо.
Зольный остаток (3–5 %):
состав: оксиды металлов, силикаты;
применение: добавка в строительные смеси, дорожное строительство.
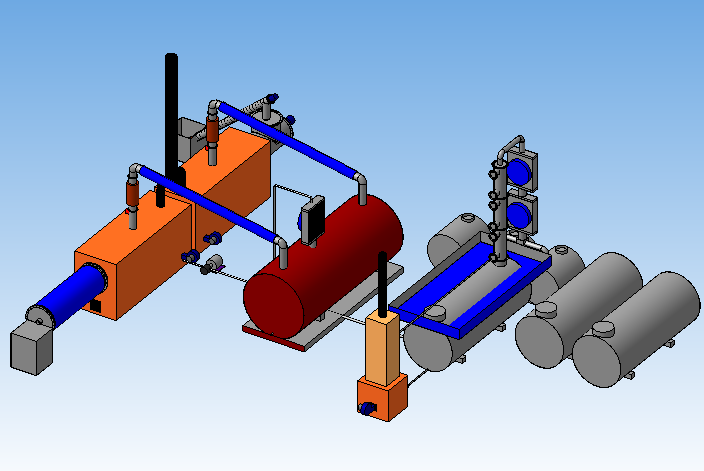
Самообеспечивающий процесс
Установка спроектирована как энергоавтономная система:
- пиролизный газ и часть пиролизного масла используются для нагрева реактора;
- тепло от зоны дожига направляется на предварительную сушку сырья;
- избыточная энергия может быть преобразована в электричество (при подключении генератора).
Экономический эффект: снижение эксплуатационных затрат на 40–60 % за счёт внутреннего энергообеспечения.
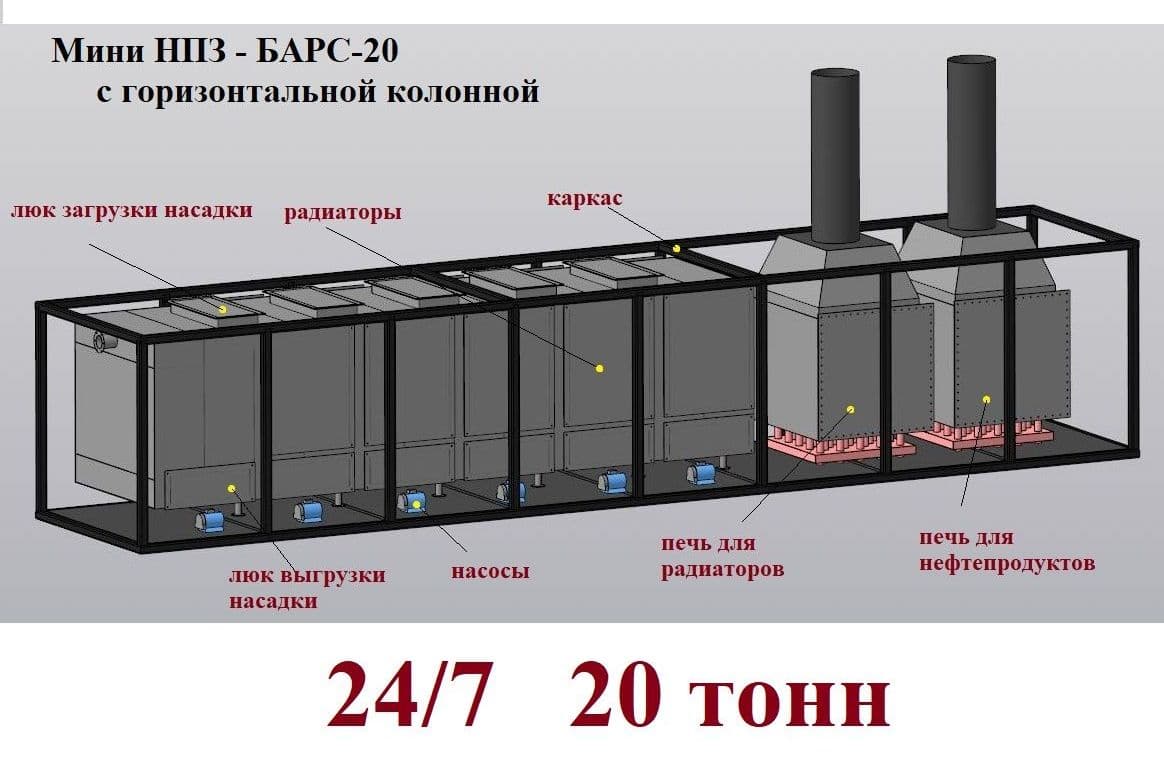
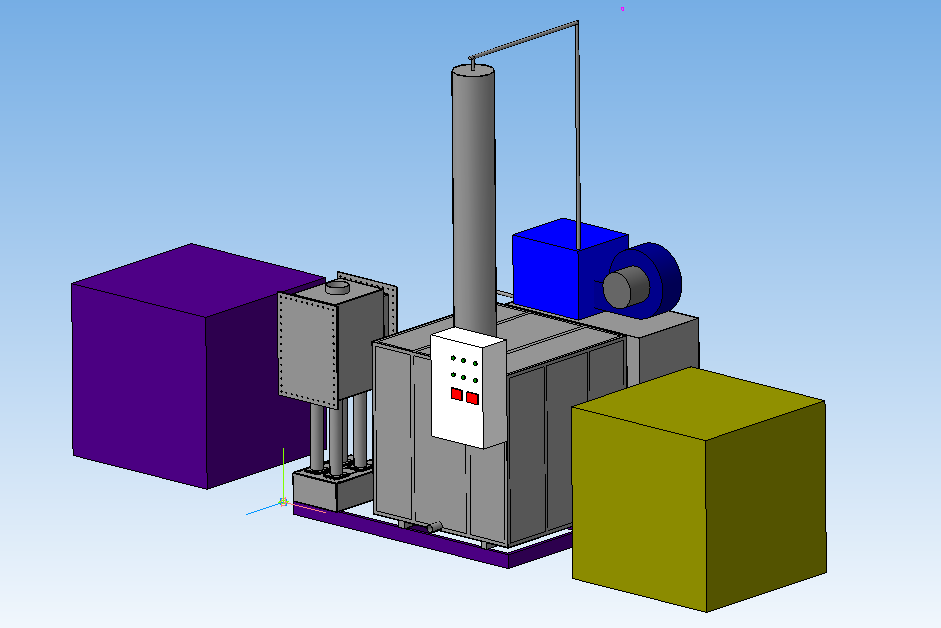
Технические характеристики
Производительность: 500–2 000 кг/ч (в зависимости от модификации);
Температурный режим: 100–1 200 °C;
Степень сокращения массы отходов: до 95 %;
Материал реактора: жаростойкая сталь (12Х18Н10Т) с футеровкой;
Габариты (стандартная модель): 6 × 3 × 4 м;
Энергопотребление: 15–30 кВт·ч/т сырья (в режиме старта);
Управление: автоматизированная SCADA‑система с дистанционным мониторингом.
Преимущества установки
Универсальность:
переработка смешанных отходов (ТКО, резина, пластик, дерево, нефтешламы).
Экологичность:
двухступенчатая очистка газов (циклон + скруббер + фильтр);
соответствие нормам ЕС и РФ по выбросам (CO, NOₓ, SO₂).
Энергоэффективность:
самообеспечение энергией за счёт пиролизного газа;
рекуперация тепла из зоны дожига.
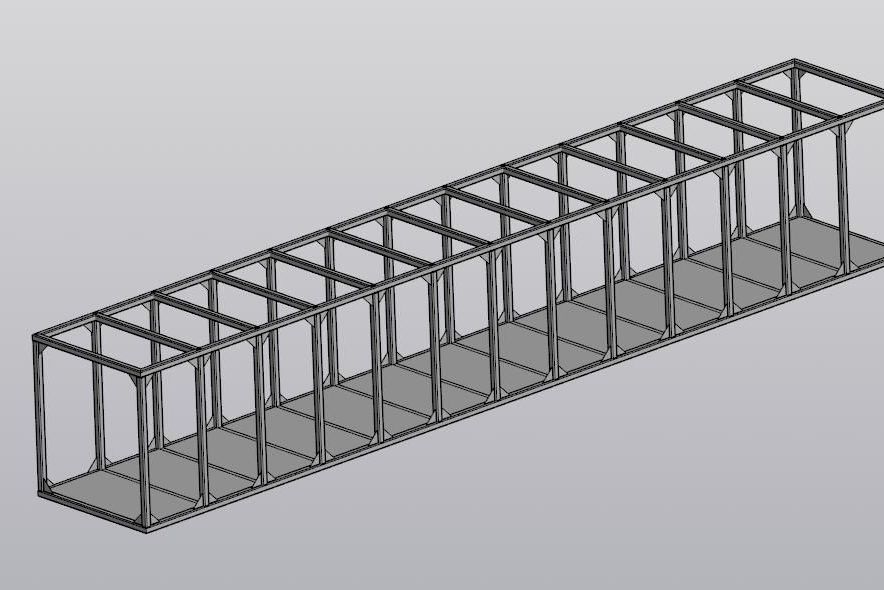
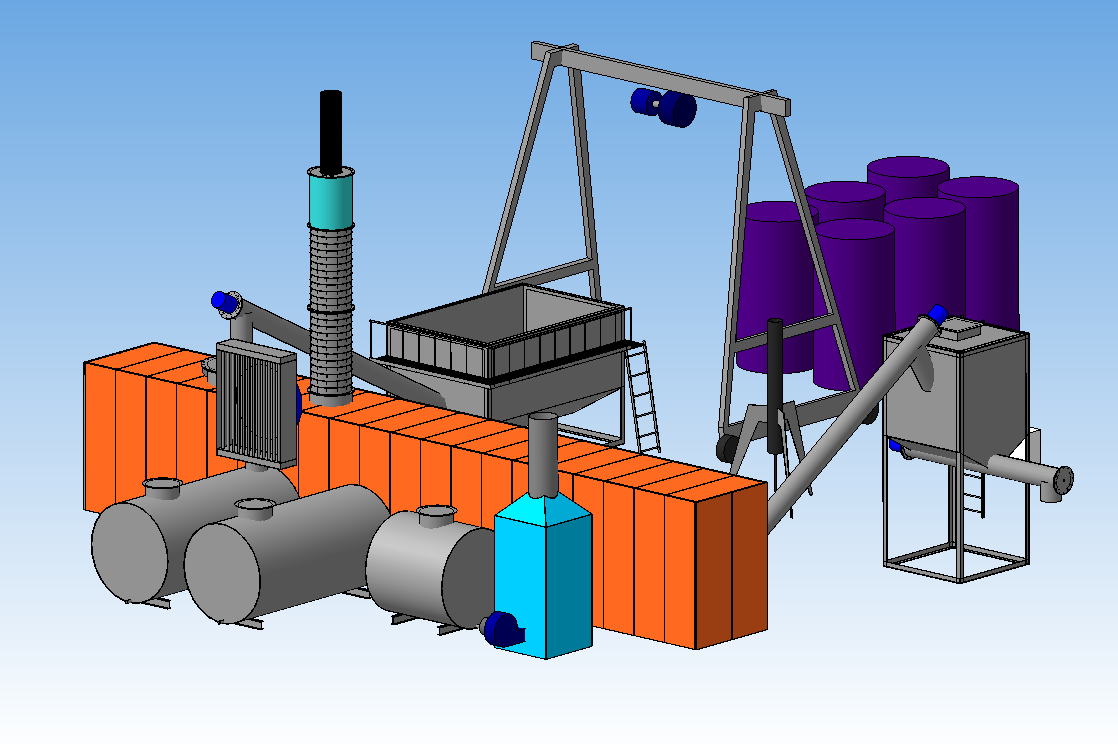
Компактность:
модульная конструкция, возможность размещения на ограниченной площади.
Автоматизация:
минимальное участие оператора, защита от аварийных ситуаций.
Рентабельность: окупаемость за 2–4 года за счёт продажи вторичных продуктов и экономии на захоронении отходов.
Область применения
Полигоны ТКО и мусоросортировочные комплексы;
Предприятия по переработке промышленных отходов;
Муниципальные службы ЖКХ;
Нефтехимические производства (утилизация шламов);
Сельскохозяйственные предприятия (переработка биомассы).
Экологическая безопасность
Установка соответствует требованиям:
ФЗ № 89 «Об отходах производства и потребления»;
СанПиН 2.1.7.1322‑03;
нормативам по предельно допустимым выбросам (ПДВ).
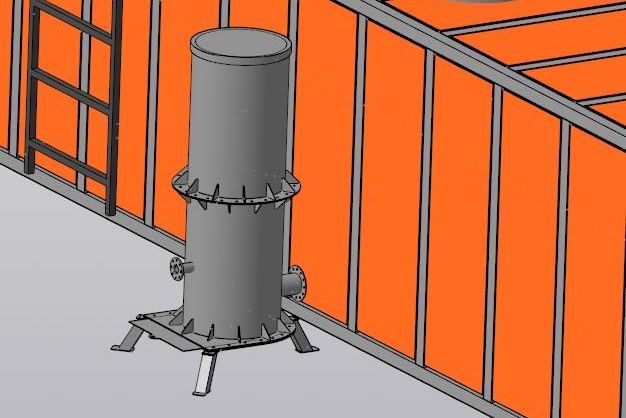
Многоступенчатая система газоочистки включает:
циклон (удаление крупных частиц);
скруббер (нейтрализация кислых газов);
адсорбционный фильтр (доочистка от органики).
Экономическая эффективность
Снижение затрат на захоронение отходов: на 70–90 %.
Доход от продажи вторичных продуктов:
пиролизное масло — 15 000–25 000 руб./т;
технический углерод — 10 000–18 000 руб./т.
Срок окупаемости: 24–48 месяцев (при загрузке 70 % мощности).
Заключение
Комбинированный инсинератор с пиролизной установкой — это передовое решение для экологически безопасной и экономически выгодной утилизации отходов.
Оборудование сочетает:
высокую степень переработки (до 95 %);
энергоавтономность;
соответствие экологическим стандартам;
гибкость применения.
Решение подходит для предприятий, стремящихся сократить экологический след и повысить рентабельность за счёт вторичного сырья.